
3D Printer – eSteps/Extrusion Calibration
A common issue found with 3D Printing is under/over extrusion which result in poor print quality, brittle prints or even holes in the finished item.
Calibrating your eSteps should be done with each new filament type, different filament material, or even when changing your material.
For some printers you will need to set the nozzle temperature high enough (i.e. 185 Degrees) to enable the extruder motors. Remove one end of the Bowden Tube from either the extruder connector or hot end and manually feed some material through.
Go to the menu of your printer, and select Move Axis -> Extruder. Either make a mark on the filament or start from a good known position. Request 100mm Extrusion from your printers menu and measure.
To calculate your eSteps, the equation is simple,
Amount Requested / Actual Amount X Current Steps Value = New Steps Value
Using the info in the pictures below the new eSteps value would be calculated as follows :-
100mm / 102.75mm = 0.9733 X 406.43 = 395.55
Repeat the process again to ensure 100mm is extruded. Once you have corrected the eSteps, you will need to use your printers menu to STORE the new values in EEPROM to ensure they remain in place next time you power your machine.

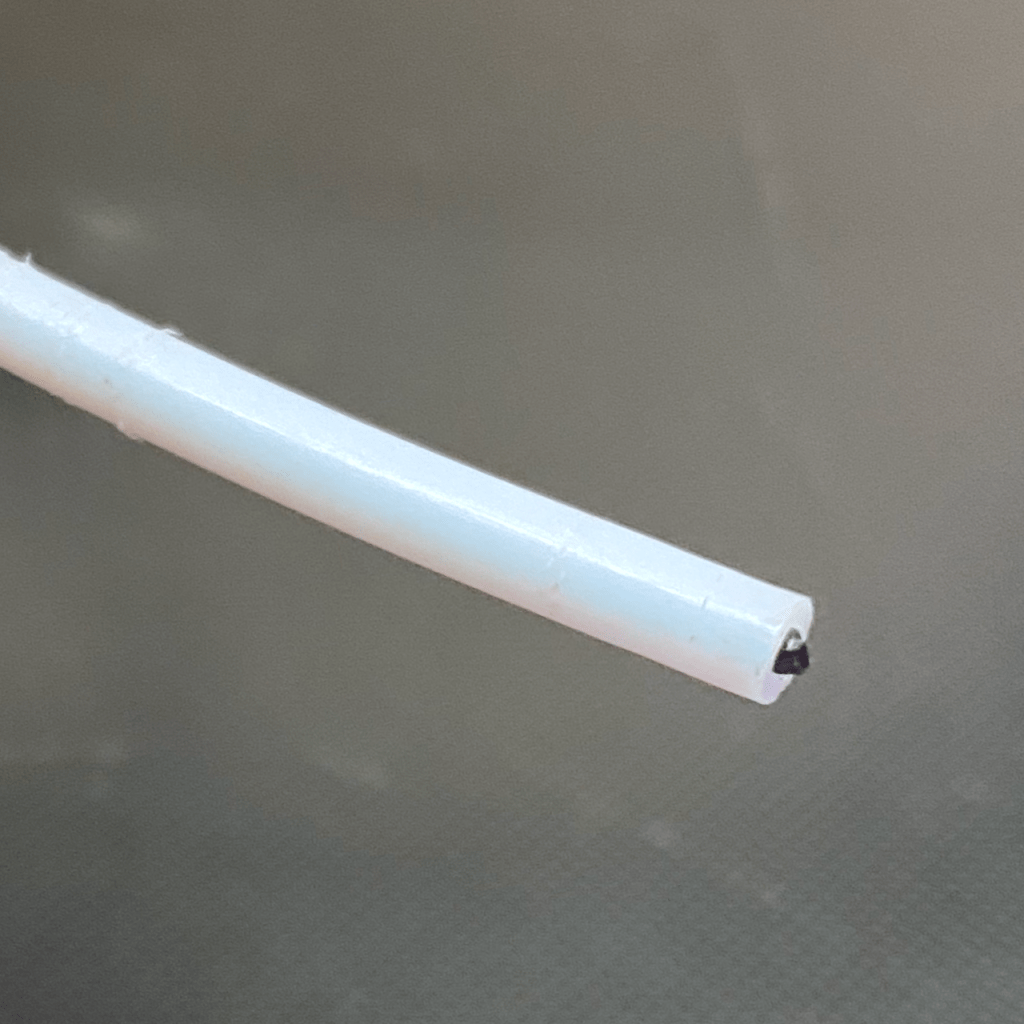
Start from a known position 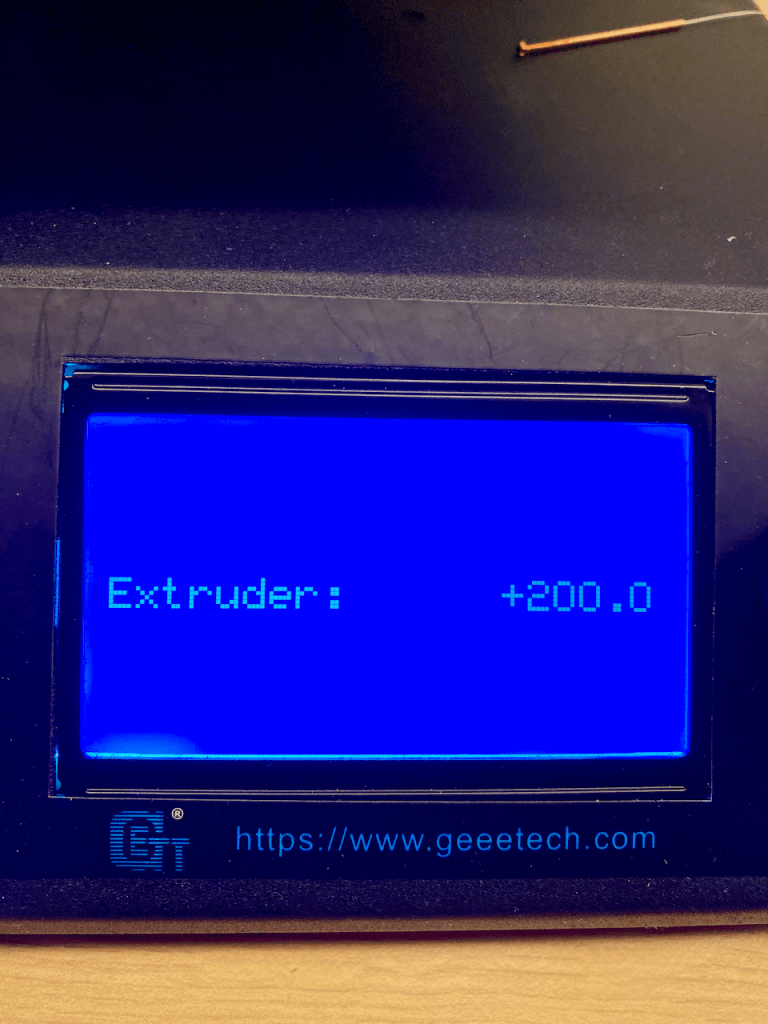
Request 100mm Extrusion 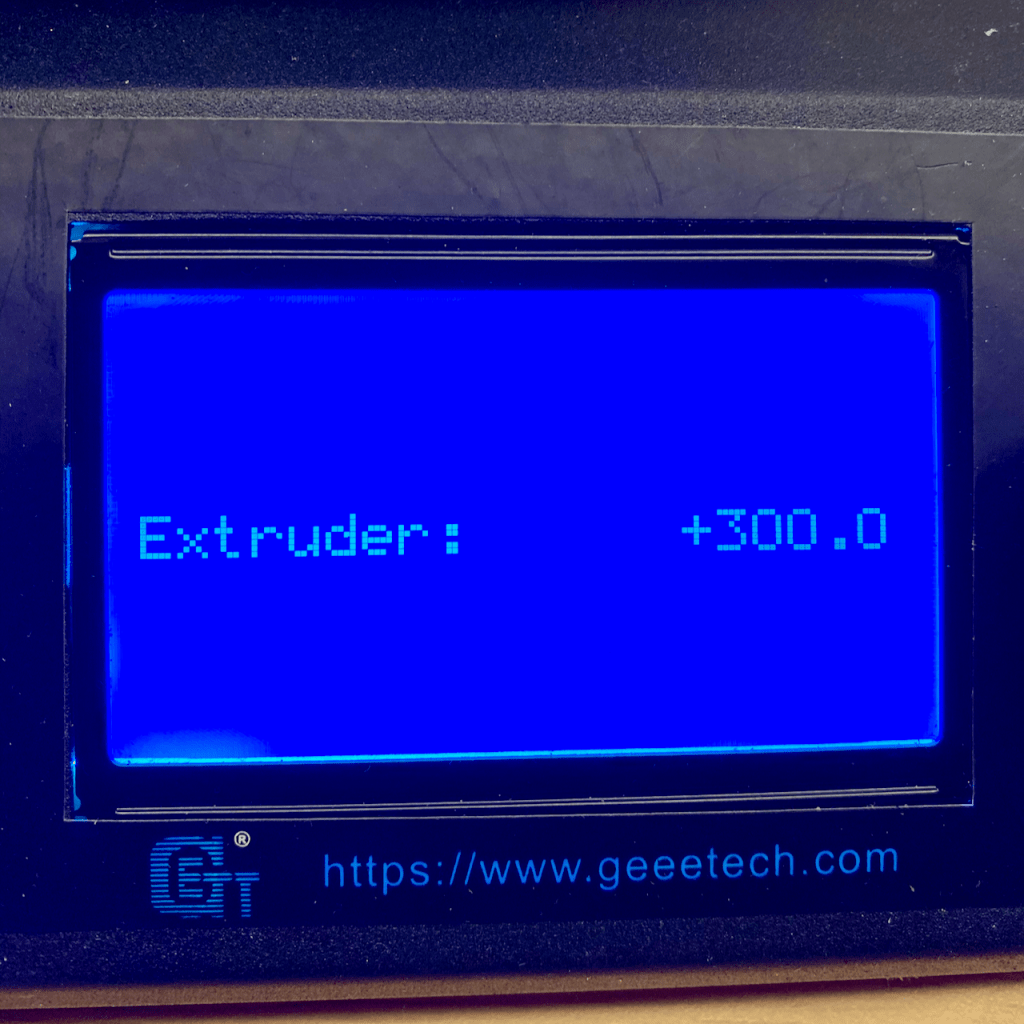
100mm Extruded 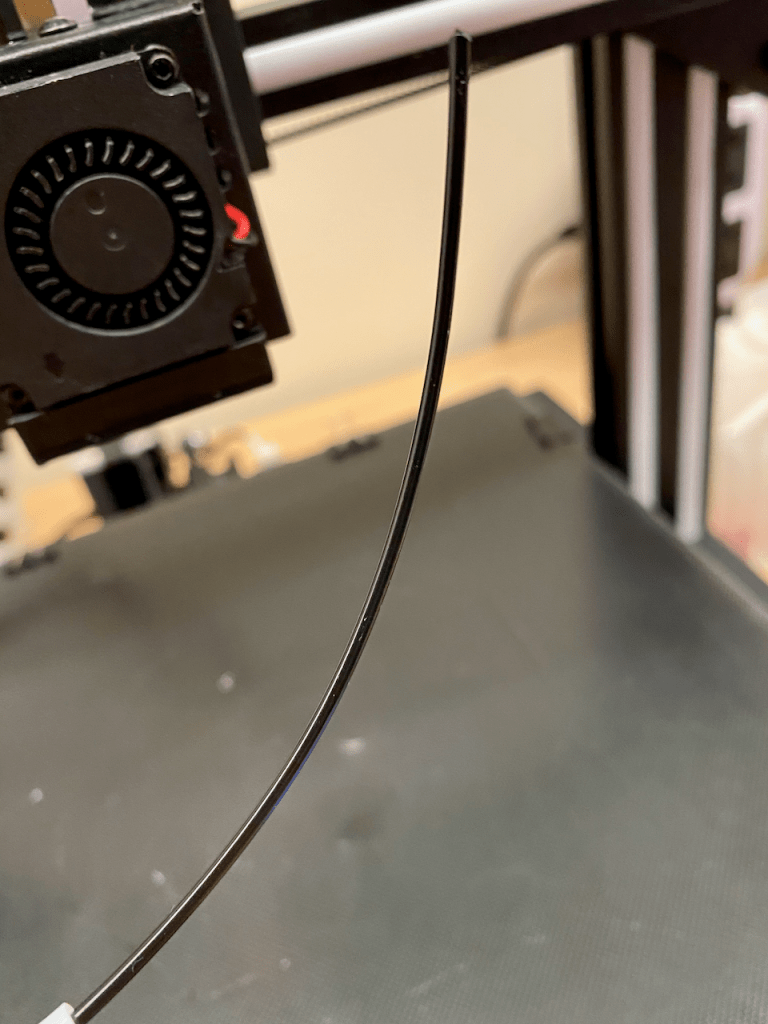
Cut the filament off or measure in situ. 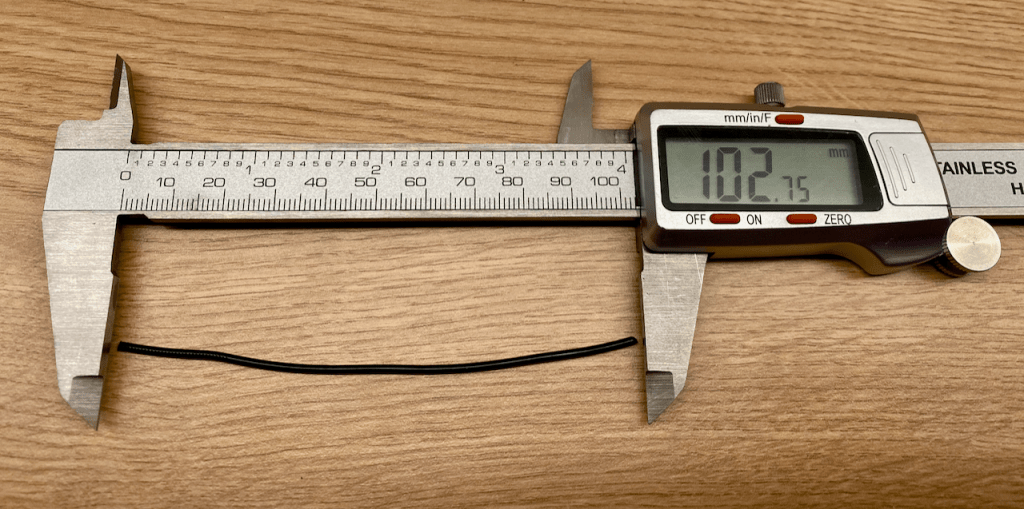
Try and straighten as best you can. 
Adjust your eSteps


1 Comment »