
3D Printing – Blockages and Multi-Extruding Printers
No matter your experience, a universal truth is that some point a blockage will form in the print head that needs your attention.
As careful as you are, dust/debris will find its way into the heating chamber and clog the ultra-fine nozzles especially when printing at 0.2mm and 0.4mm. When using a multi-extruding printer, blockages will form in any unused inlets that don’t have filament loaded or if the extruder is not set to at least 1% extrusion on unused chambers.
After 10 hours over a few days trying to clear a blockage from my print head, which lead to finally stripping it down, whereby I took the path of least resistance and purchased a new print head. This particular blockage was most likely caused by not ensuring the Bowden tube had been sufficiently pushed into the heating element (It does go in quite a distance).
Multi-Extruder Printers
Multi-Extruding printers are very useful, enabling you to print in more than one colour or mix multiple colours without the need to change filament mid run. I usually use mine to when printing PVA (Dissolvable supports) and PLA. As useful as these are, blockages seem to be a way of life.
In this context a multi-extruder is one where there are multiple input filament which feeds one output nozzle.
How do I know there’s a blockage?
The obvious is that filament isn’t extruded during the initial purge when performed at the start of a print. If this is the case, its a simple case of cancelling the print to deal with the issue before restarting.
Sometimes blockages can occur in the secondary/tertiary extruder that’s not in use and manifests itself when it’s time to switch, or that prints appear to be sponge like consistency due to under extruding. I recommend modifying your printers G-Code start sequence to add a purge line for each extruder.
The easiest blockage to deal with simply involves heating your Hot End to 220 Degrees (Or higher depending on your filament type), and either: –
- Using an acupuncture needle to clear the nozzle (Be careful not to touch the hot end).
- Remove the Bowden tubes plus inlet valves to use the bigger clearing tool to pull the molten plastic out.
- Using what’s known as a “Cold Pull“.
- Heat the element to 220 Degrees (or more) and wait a minute or so.
- Switch the Nozzle Temperature down to around 140 degrees and wait, disconnect the Bowden tube from the inlet and pull (will need some force) which may clear the blockage.
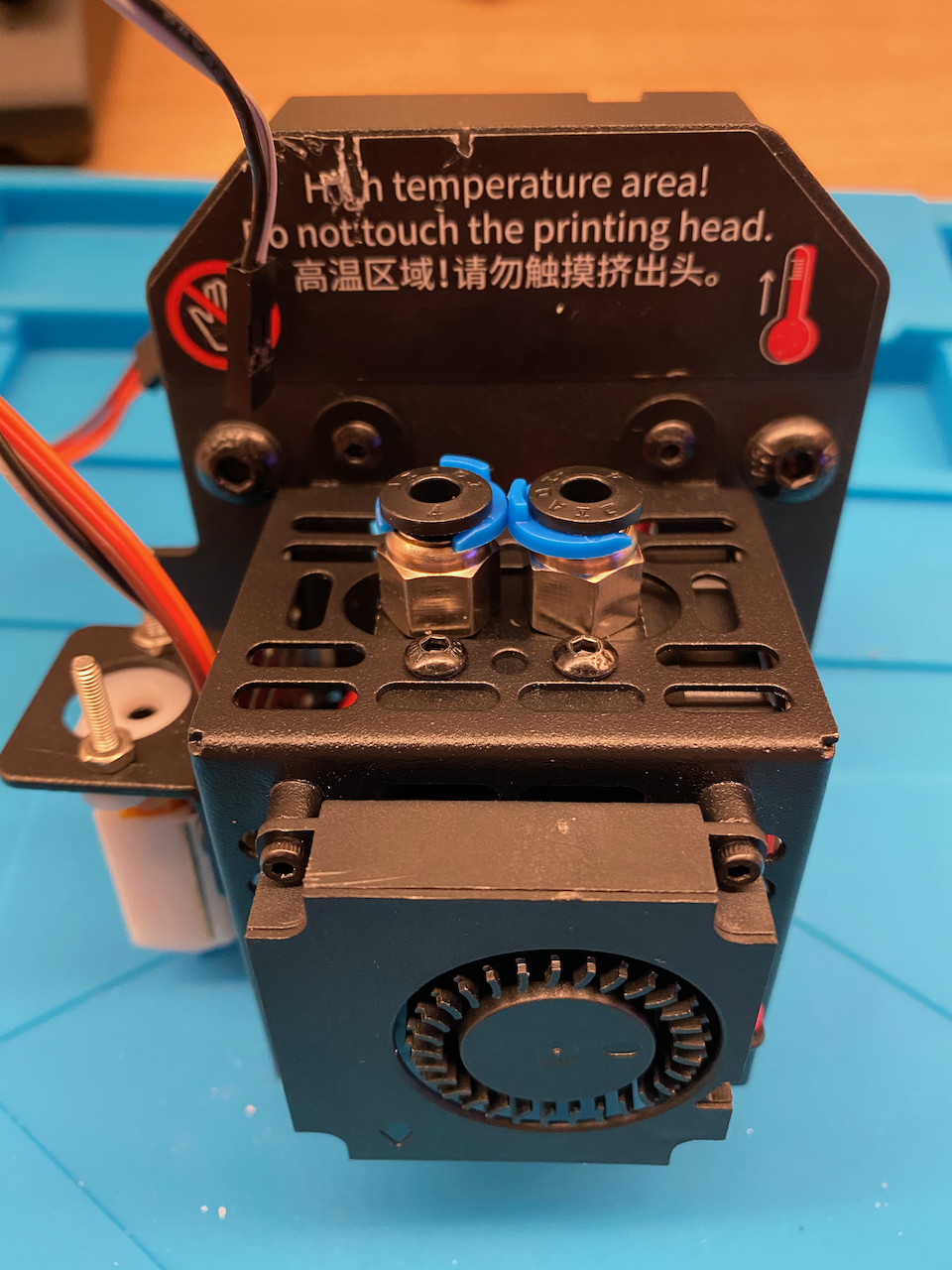
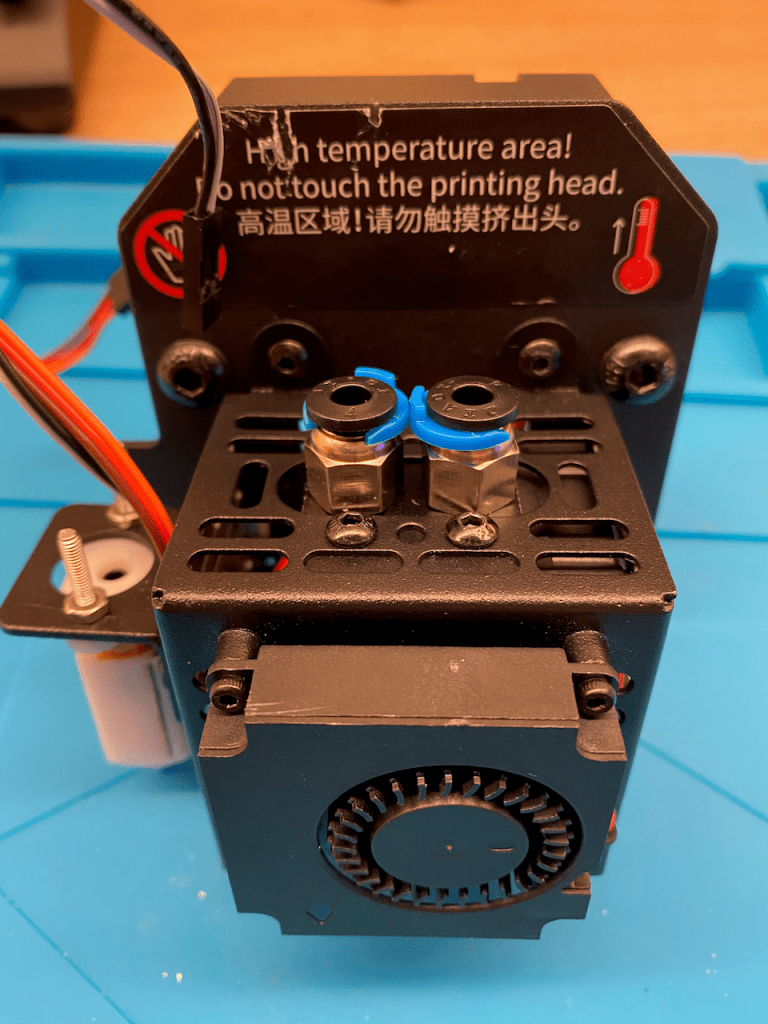
- The picture below shows what the blockage make look like on 1.75mm filament, the Bowden tube has risen (Or not seated correctly in the chamber) which results in molten plastic rising up beyond the melting point and solidifying, clogging the nozzle.

Use a torch to inspect inside the Heating Element Wells to check all is clear. If luck is on your side, then this maybe all that’s needed to be done.
If the blockage is not shifting (Maybe due to carbonised filament blocking the fine nozzles), then it’s time to check the nozzle or maybe even replace it. To achieve this you need to heat the Nozzle to 200 degrees before using a socket wrench to remove the brass/steel nozzle.
Don’t attempt this when cold.
Again use the supplied needles to clear the blockage. In extreme cases you may need to use a blow torch.
If the blockage is in the heating element and it’s stubborn, you may need to use a 3mm screw and blowtorch to help remove and pull the material, though care is needed not to damage the outlet (or burn yourself). Finally using a drill bit and drill press to ensure you don’t damage the element is your final option.

If none of that works, then you have a serious issue, and will need a full set of tools to take the heating element and printer head apart.

When all else fails… In my case the Bowden tube wasn’t seated correctly resulting in filament leaking, pushing the Bowden tube up the and solidifying up the chamber, despite all clearing attempts, I ended up having to replace the entire heating element assembly. The path of least resistance, I had down time with the printer, and so I could spend another 10 hours, or swap the head out and fix the blocked element later.
When undertaking such a procedure, it’s important to take photo’s of each step to ensure you know what part goes where. Especially the wiring loom, the Thermistor connections particularly.
Before replacing the new part, its worth checking the Hot End doesn’t have a fault (Can Happen), using a multi-meter measure the resistance across the heating element wires (Only two loose wires that don’t have a connector attached – That’s the Thermistor). and it will measure between 14 and 16 Ohms.
As a side note, I purchased my first digital multimeter in 1985 for £60 (About £158 in today’s terms) which replaced my analogue one, the one shown below I purchased for £4 including postage from Amazon three years ago and has a Transistor and Diode checker built in, it’s amazing how cheap technology with offshoring has brought prices down on essential electronic items (I know I can’t build one for that price, the parts alone cost much more). NB. It’s good for hobbyists, for industrial/commercial use, you’ll need something more beefier.

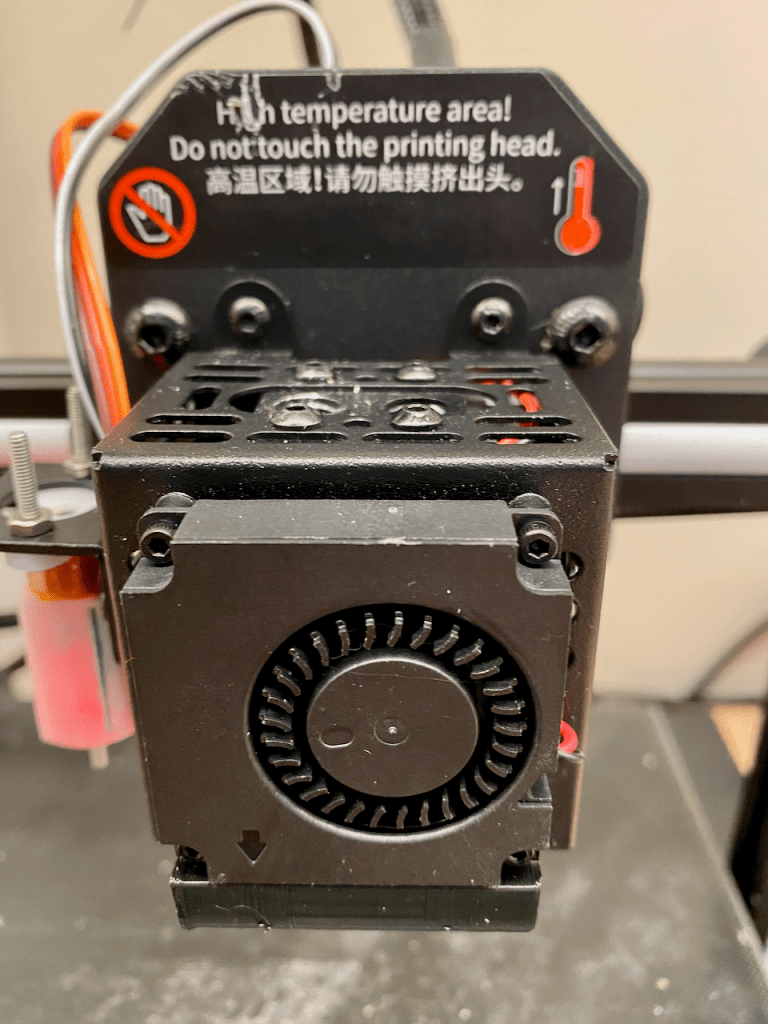
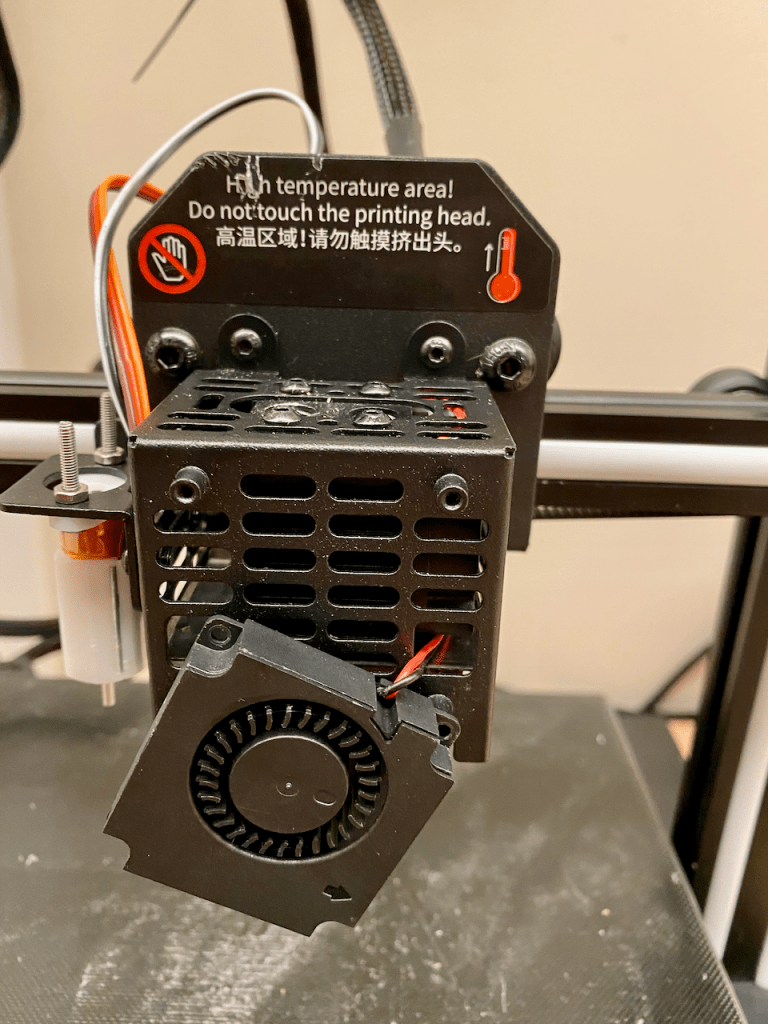
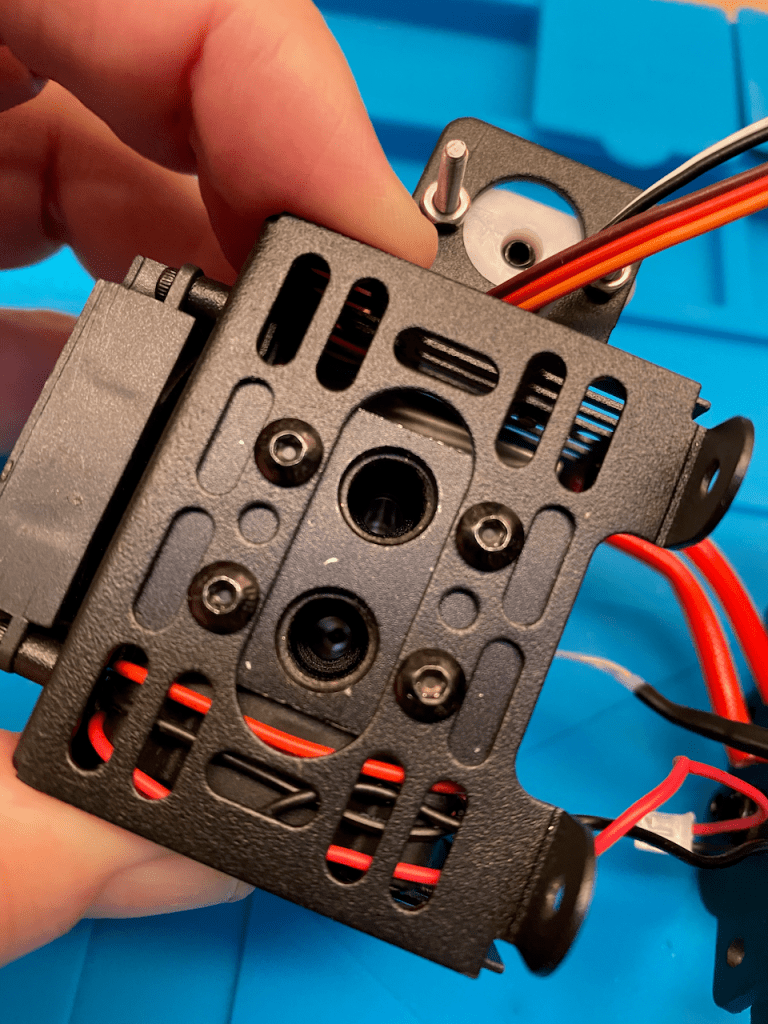
Essentially I removed the front fan, fan duct and nozzle, before disconnecting the belt from the print head, finally removing the print head from the X-Rail.
Wiring is a bit of a pig, you’ll need patience, since there’s isn’t much in the way of clearance to get everything back together again, it’s tighter than a gnats chuff.
Once the printhead has been reassembled, you need to make a small adjustment to the eccentric nut at the bottom of the three wheels to ensure it’s not too tight, and not loose that gives slack and rattle to the print head.










Alternatively, follow the official video here: –
Avoiding Future Blockages?
Is it possible to avoid future blockages? Searching the internet I found a useful video describing a process created by Luke Hatfield. Although the description is related to Creality printers, the process can be applied to Geeetech and other printers with Bowden tubes. You will need to invest in some Capricorn Tubing which has a much higher melt point and more expensive than PTFE Tubing.
I’ll print some washers for my printer and let you know how I get on with this possible solution!
Do you have any additional tips and tricks? Why not add your experience in the comments below.


1 Comment »